LÖTEN UND REINIGEN
Die meisten Probleme in der Fertigung und im Feldeinsatz, mit denen Benutzer von nicht abgedichteten Schaltern konfrontiert sind, werden durch eine Verschmutzung der inneren Schalterkontakte während des Löt- und Reinigungsprozesses verursacht. Schalter können intermittieren, insbesondere bei Anwendungen mit geringer Leistung, und sich während der Werksprüfung oder später in der Praxis öffnen. Ein sorgfältiges Löten und Reinigen kann das Auftreten der meisten Probleme mit Prozesskontamination verhindern.
Verunreinigungen können sowohl beim Handlöten als auch beim maschinellen Löten auftreten. Löten und Reinigung per Hand sind mit entsprechend geschultem Personal, einem Lot mit kleinem Durchmesser (0,030–0,040 Zoll) und Lötkolben mit niedriger Wattzahl (25–40 Watt max.) zulässig. Die Lötzeit beträgt maximal ca. 3 Sekunden. Die nicht abgedichteten Bereiche der Schalter dürfen während der Flussmittelentfernung nicht in Reinigungsmittel getaucht oder besprüht werden.
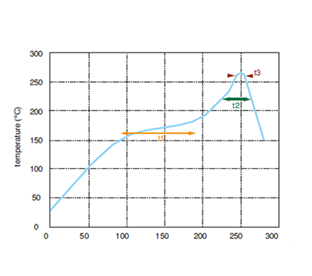
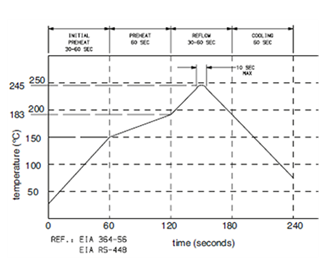
| SMT-Reflow-Löt-Referenzprofil | Typisches SMT-Reflow-Profil |
 |
 |
|
|
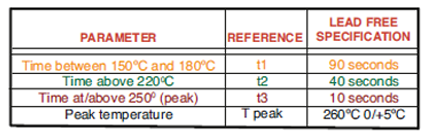
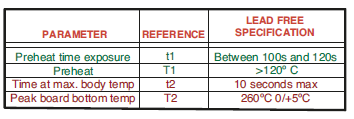
Wellenlöt-Referenzprofil
Temperaturwechselbeständigkeit
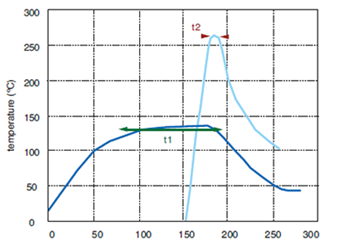
Thermisches Profil zweimal ausgeführt:
| |
|
Anmerkung: Nicht alle C&K-Produkte wurden gemäß diesem Profil getestet. Weitere Informationen finden Sie im Abschnitt zum jeweiligen Produkt.